

一分钟的时间,对于了解我们的无缝管无缝钢管敢与同行比质量产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
以下是:深圳福永无缝管无缝钢管敢与同行比质量的图文介绍
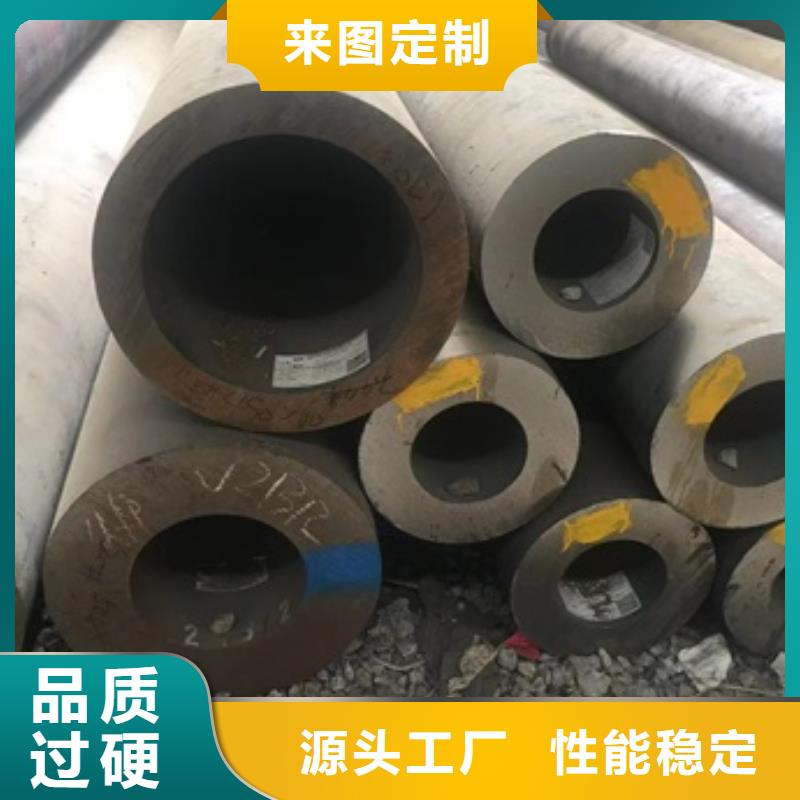
埋地敷设钢管的防腐是保证和延长其使用寿命的关键程序,为了保证防腐绝缘层与管壁结合牢固,管道的除锈为关键。 一般根据出厂时间、存放运输条件、气候潮湿程度,美标钢管表面的铁锈可分为浮锈、中锈和重锈。 浮锈:一般出厂日期较短、非露天存放时,只在管子表面有少量薄锈,可采用钢丝刷、砂纸和棉纱等手工操作即露出金属光泽。 中锈及重锈:出厂日期较长且露天存放或多次转运和运程较长时,管子表面出现氧化锈蚀,其锈斑较重,严重者出现氧化皮脱落。 严重锈蚀的管道不适合用子输水系统,对中锈管材且批量较大时,可采用除锈机或机械喷砂等方法进行机械除锈,可提高劳动效率,减少对人和空气的污染。 当要求防腐质量较高或管子内外壁均已锈蚀时,可采用化学除锈的方法,能有效地管内外表面的氧化物。 不管采用哪种方法除锈,均应在除锈后立即做防腐层处理,避免再次受到空气的氧化和腐蚀。



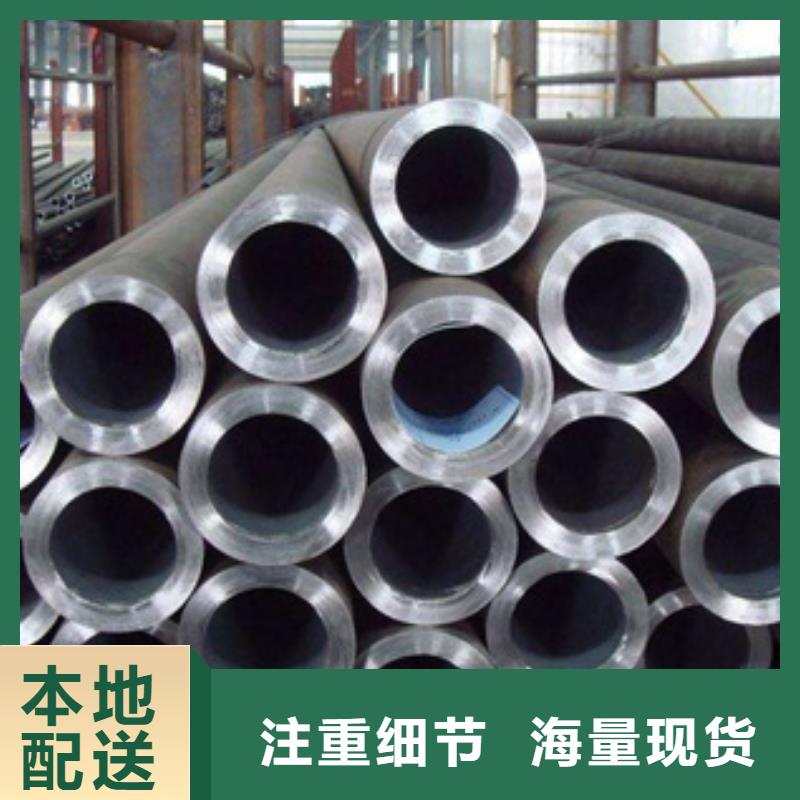
热连轧无缝钢管内结疤缺陷是存在于钢管内表面,类似于黄豆粒大小的凹坑,结疤内大部分有呈灰褐色或灰黑色的异物。内结疤的影响因素有:除氧化物剂、喷吹工艺、芯棒润滑等因素。下面就随无缝钢管厂家小编来看一下如何控制无缝钢管的内表面缺陷: 1、除氧化物剂 氧化物要求在芯棒预穿时处于熔融状态。其力度等严格要求。 1)除氧化物剂粉末粒度一般要求在16目左右。 2)除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在毛管内腔中充分燃烧。 3)根据毛管内表面面积确定除氧化物剂的喷吹量,一般为1.5-2.0g/dm2,不同直径、长度的毛管喷吹得除氧化物剂量是不同的。 2、喷吹工艺参数 1)喷吹压力应与毛管直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从毛管内吹走。 2)吹扫时间应根据毛管直接、长度进行调节,以毛管内没有悬浮的金属氧化物再被吹出为标准。 3)喷嘴高度应根据毛管直径进行调节,以保证对中良好。每个班次要清理一次喷嘴,长时间停机要拆下喷嘴进行清洗。为保证除氧化物剂在毛管内壁均匀吹扫,在喷吹除氧化物剂工位使用选装装置,并配以旋转气压。 3、芯棒润滑 芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取只一次冷却水冷却的办法。生产过程中需要严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。



艾斯特钢材(深圳市福永街道分公司)专业从事 镀锌无缝钢管的研发、设计、销售、现场施工、售后服务为一体的生产厂家。公司拥有完善的管理制度和强大的 镀锌无缝钢管研发技术力量及先进的施工设备、经验丰富的施工队伍。多年来我们在实现更新科研技术的基础上不断开拓创新。公司宗旨:秉承以质量求生存、以信誉求发展。愿与各领域同仁一道携手并进、共同发展 镀锌无缝钢管。真诚希望光临参观指导和洽谈!


一般的无缝管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。 热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。


